





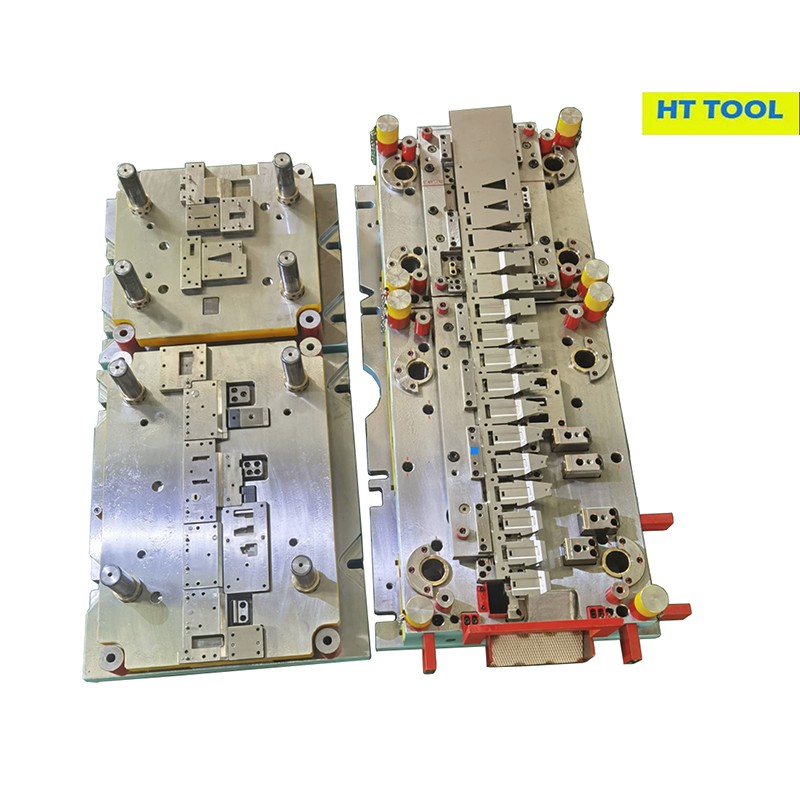
Ferramenta Composta e Ferramenta Progressiva
Tamanho do produto:2500L*700W*550H
Material:Aço carbono, aço inoxidável, placa de alumínio, latão, cobre ou chapa galvanizada etc.
Descrição dos produtos
|
Nome do produto |
Ferramenta Composta e Ferramenta Progressiva |
|
Item nº. |
HTSD-004 |
|
Tamanho do produto |
2500L*700W*550H |
|
Material |
Aço carbono, aço inoxidável, placa de alumínio, latão, cobre ou chapa galvanizada, etc. |
|
Espessura do material |
0.5-8mm ou personalizado |
|
Tratamento de superfície |
Zincado, revestido a pó, pintura, polimento, escovação, cromagem, anodização, jato de areia, etc. |
|
Equipamento de usinagem |
CNC, EDM, Argie Charmilles, Fresadora, 3DCMM, |
|
Método do logotipo |
Gravação a laser, gravação CNC |
|
Aplicação na indústria |
Automotivo, eletrodomésticos, eletrônicos, aeroespacial |
|
Embalagem |
Caixa de madeira ou a seu pedido |
|
Instalação de testes |
Máquina de medição de três coordenadas, micrômetro, pinças, scanner 3D |
|
Capacidade de produção |
150 conjuntos anualmente |
Introdução de ferramenta composta e ferramenta progressiva:
As matrizes de estampagem compostas são feitas com a ajuda do design de matrizes compostas. Esta matriz é feita para realizar diversas tarefas a cada golpe de prensa e é utilizada para operações de corte como blanking e perfuração. Devido à sua capacidade de realizar tarefas mais rapidamente do que simples matrizes de estampagem, as matrizes de estampagem compostas são mais apropriadas para trabalhos complexos ou difíceis.
A estampagem progressiva de ferramentas é ideal para longas tiragens de produção devido à sua alta repetibilidade. Uma única máquina com múltiplas estações de matrizes é usada neste método de estampagem de metal. Cada estação onde uma operação de estampagem é executada move automaticamente uma tira de metal de material em estoque. A peça acabada deve então ser cortada da tira como etapa final.


Ferramenta Composta e Processo de Ferramenta Progressiva
A ferramenta composta e a ferramenta progressiva oferecem um método econômico e eficiente para produzir execuções de grande volume, utilizando uma matriz progressiva. A matriz contém diversas estações de estampagem que realizam operações de conformação exclusivas à medida que uma tira de chapa metálica é alimentada pela máquina. Combinar as ferramentas de estampagem necessárias em um conjunto de matrizes melhora a eficiência do projeto de estampagem.
Os seguintes componentes são essenciais para uma matriz progressiva:
❆Conjunto de matrizes
❆Botões de matriz (buchas)
❆Socos
❆ Porta-puncheiro
❆Placa (seção)
❆Alfinetes
❆Liberação de lesmas
❆Stripador
Ferramentas compostas e progressivas também podem incluir recursos como sublinhados, blocos de parada, slides ou sensores. O objetivo principal desses componentes é garantir o manuseio preciso do material.
A estampagem progressiva de metal segue estas etapas:
A matriz progressiva é posicionada dentro de uma prensa de estampagem alternativa.
A prensa se move para cima, trazendo consigo a matriz superior e permitindo que a tira de metal entre no equipamento.
Quando a prensa se move para baixo, a matriz fecha para executar a operação de estampagem.
Uma peça acabada é liberada da matriz a cada golpe da prensa.
A estação de corte final separa as peças acabadas da banda de transporte.
Nossos serviços
Análise CAE:A análise CAE precisa ajuda a melhorar a qualidade das peças e otimizar a matriz de transferência de estampagem progressiva de metal e outros processos de ferramentas de estampagem. Engenharia simultânea, revisão do projeto do produto e envolvimento precoce podem ajudar a reduzir o prazo de entrega do projeto. Este é um exemplo de nossa simulação CAE de estampagem progressiva de metal:
Simulação CAE

3D simulação de transferência

Projeto de matriz de estampagem:No departamento de design de ferramentas, somos capazes de oferecer aos nossos clientes uma gama completa de serviços. Os engenheiros usam o AUTOFORM para garantir a capacidade de fabricação de peças estampadas e simulação (estão disponíveis estudos de trincas, rugas, rebote, compensação, vídeos, etc.). Para um projeto completo de ferramentas 3D/2D, nossos projetistas (x9) usam o software UG.
3D estampagem progressiva de metalprojeto

3D transferência morrerprojeto

Gerenciamento de projetos:Para cada projeto de estampagem progressiva de metal, designaremos um engenheiro de projeto para gerenciar todo o procedimento, desde o conceito desde o início até a conclusão perfeita. Temos uma equipe maravilhosa de gerenciamento de projetos, com sólida formação em engenharia e boa comunicação em inglês. Isso ajuda seu projeto a ocorrer sem problemas e sob controle. Manteremos o cliente atualizado sobre informações detalhadas deste projeto por meio de relatório semanal e fotos atualizadas. É fácil para o cliente gerenciar o projeto ao mesmo tempo. Forneceremos alto padrão de atendimento ao cliente por meio do autoaperfeiçoamento. Basta um telefonema ou um e-mail e você verá que estamos prontos para atendê-lo a qualquer momento.

Otimização de custos de produção:Ao trabalhar em estreita colaboração com os clientes, desde o planejamento do processo até o projeto da ferramenta, sempre gastamos muitos recursos e esforços para maximizar as taxas de utilização do material e curso da prensa e minimizar o número de estações de ferramentas, garantindo ao mesmo tempo a estabilidade e a repetibilidade da produção.

Fabricação de matrizes de estampagem:HT TOOL é capaz de criar estampagem progressiva de metal internamente para atender a todas as necessidades de nossos clientes. Nosso departamento de engenharia trabalha com nossa equipe talentosa para garantir a qualidade de suas peças. O gráfico abaixo é nossa lista de equipamentos de usinagem:
|
Item nº. |
Equipamento |
Especificação (mm) |
Quantidade |
|
1 |
Máquina de prensagem |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Máquina de alimentação três em um |
Largura 600mm,espessura 0.5- 40,5mm |
1 |
|
5 |
Máquina de alimentação três em um |
Largura 1200mm,espessura 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Máquina retificadora de superfície |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Máquina retificadora manual |
150*400 |
2 |
|
10 |
Máquina de perfuração vertical |
ф1~32 |
3 |
|
11 |
Máquina de perfuração radial |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Fresadora |
1150*500*500 |
2 |
|
14 |
Máquinas de corte de fio normais |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Máquinas de corte rápido de fio |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Estoma EDM |
300*200 |
1 |
|
19 |
Scanner 3D |
650*550 |
1 |
Teste de matriz de estampagem:Temos prensa mecânica de 200T até 800T

Prensa Mecânica 200T
Tamanho máximo da mesa: 2400*840*550mm

Prensa Mecânica 400T
Tamanho máximo da mesa: 3300*1500*750mm

Prensa Mecânica 800T
Tamanho máximo da mesa: 4200*1800*1200mm
Serviço de balcão único:Como um fabricante profissional de estampagem de metal progressivo na indústria de ferramentas chinesa com sólida capacidade e capacidade substancial, a HT Tool and Die oferece uma solução integral aos clientes, projetando e construindo ferramentas de conformação a frio e a quente, verificando acessórios e gabaritos de soldagem no setor automotivo global indústria.
A comparação entre matrizes de estampagem: simples vs.morrervs. Progressivoestampagem de metalvs. matrizes de transferência
|
Recurso |
Dados Simples |
Matriz Composta ou Matriz Combinada |
Progressivoestampagem de metal |
Dados de transferência |
|
Operações |
Operação única |
Múltiplas operações (curso único). Muito limitado ao design. |
Múltiplas operações (sequência). Ligeiramente limitado ao design. Algumas operações de desenho complexas exigiriam uma matriz de transferência |
Múltiplas operações (transferência entre estações). Qualquer processo de operação é possível. |
|
Estações |
Uma estação |
Uma estação |
Várias estações |
Várias estações |
|
Complexidade |
Baixo |
Baixo a médio |
Alta complexidade |
Alta complexidade |
|
Teste e configuração do molde |
Fácil |
Difícil |
Moderado. Os módulos reduzem a complexidade e aumentam a eficiência da configuração. |
Geralmente mais fácil que o progressivo, mas requer dispositivos de transferência e elevação que também são complexos de projetar. |
|
Eficiência |
Muito baixo |
Baixo |
Muito alto |
Alto. Mais lento que progressivo dadas as operações de transferência necessárias. |
|
Custo |
Baixo custo de ferramentas, alto custo unitário da peça |
Custo médio de ferramentas, custo unitário médio da peça |
Alto custo de ferramental, custo unitário de peça muito baixo |
Ferramentas normalmente mais altas e custo unitário do que progressivo |
|
Volume de produção |
Volume baixo |
Volume médio a alto |
Alto volume (apropriado para produção em massa) |
Alto volume, (apropriado para produção em massa) |
|
Adequação |
Peças simples |
Peças simples |
Partes complexas |
Peças maiores e/ou côncavas, peças complexas |
|
Taxa de utilização de materiais |
Moderado a alto |
Moderado a alto |
Moderado. A necessidade de pilotos e transportadores pode reduzir a utilização de materiais. Um bom design pode reduzir bastante a sucata produzida. |
Moderado a alto |
|
Operação de supressão |
1 golpe |
1 golpe |
A última operação |
A primeira operação |
Ferramenta composta e ferramenta progressiva Aplicação:

Envio e pacote para ferramenta composta e ferramenta progressiva:

Prazo de entrega para ferramenta composta e ferramenta progressiva:
|
|
Ferramenta Progressiva |
Ferramenta Composta |
||||
|
Tempo de espera |
Matrizes pequenas (Menor ou igual a 1 M) Semanas |
MédioTamanho ( 2 M-3M ) Semanas |
Grande Tamanho (3M- ) Semanas |
Sshopping centerTamanho Menor ou igual a 2.000 mm semanas |
MÉdio morre 2000-3000mm semanas |
Tamanho grande Maior ou igual a 3000 mm semanas |
|
Simulação |
2 -3,5 semanas |
3.5 -5,5 semanas |
5,5 semanas |
2 -3,5 semanas |
3.5 -5,5 semanas |
6 semanas |
|
Projeto |
||||||
|
Padrão |
|
|
|
0,5 semanas |
0,5 semanas |
1 semana |
|
Fundição/aço |
0.5 -1 semanas |
1 semana |
1,5 semanas |
3 semanas |
4 semanas |
4 semanas |
|
Fabricação |
2.5 -3,5 semanas |
3.5 -5,5 semanas |
7 semanas |
2.5 -4 semanas |
3.5 - 5,5 semanas |
7 semanas |
|
Tratamento térmico |
||||||
|
Conjunto |
3 - 4 semanas |
5 - 10 semanas |
10 semanas |
3 - 4 semanas |
5 - 10 semanas |
10 semanas |
|
Peças cortadas a laser |
||||||
|
Fora das peças da ferramenta |
||||||
|
OK peças |
||||||
|
Comprar |
||||||
|
Total |
8 -12 semanas |
13 -22 semanas |
24 semanas |
11 -15 semanas |
16.5 -25,5 semanas |
28 semanas |
Perguntas frequentes:
Quais são os diferentes tipos de matrizes?
✹Diferentes tipos de matrizes
✹Morte Simples.
✹Matriz Composta.
✹Morte Progressiva.
✹Transferir dado.
✹Combinação de dados.
✹Múltiplos dados.
✹Morte dividida redonda.
✹Matriz ajustável.
Definição e Processo para Ferramenta Composta?
A estampagem de ferramenta composta difere da estampagem de ferramenta progressiva na conclusão de múltiplas operações - como corte e conformação - em um único golpe. Este método é semelhante a um chef executando várias tarefas de corte em um movimento rápido.
É particularmente eficaz para a produção de peças planas, onde vários recursos devem ser adicionados simultaneamente. Essa abordagem de curso único garante alta precisão e alinhamento, tornando-a ideal para peças com extrema precisão dimensional.
Vantagens do CompostoEstampagem de ferramentas?
A principal vantagem do Compound Tool Stamping é sua precisão. Como múltiplas operações são executadas em um único golpe, o risco de desalinhamento entre os processos é minimizado, resultando em peças altamente precisas.
Este método também é eficiente para a produção de componentes planos, pois reduz o número de acertos necessários em comparação com outros métodos, agilizando a produção.
Além disso, a estampagem de ferramentas compostas tende a gerar menos material residual, contribuindo para economia de custos e sustentabilidade ambiental.
Desvantagens e Limitaçõesda ferramenta Composto
As limitações da estampagem de ferramentas compostas incluem sua velocidade de produção mais baixa do que a estampagem de ferramentas progressivas, pois geralmente é usada para trabalhos mais detalhados e precisos, em vez de produção em massa em alta velocidade.
Além disso, existem métodos melhores para peças complexas que requerem múltiplas operações de dobra ou conformação. A complexidade e a profundidade das peças que podem ser produzidas são limitadas, o que significa que este método é mais adequado para componentes mais simples e planos.
Tag: ferramenta composta e ferramenta progressiva, fabricantes, fornecedores, fábrica de ferramentas compostas e ferramenta progressiva na China, Móveis Hardware Stamping Die, Dado de estampagem de alta precisão, Carimbo de alta velocidade, Outros morre de carimbo de metal, Protótipo morrer, Punch fascinante morre
O próximo artigo
matriz de estampagem de alta velocidadeVocê pode gostar também





Enviar inquérito